
Kömür Madeni Destekleri için Hassas, Dayanıklı ve Güvenlikli Hidrolik Kontrol Valfleri
Ürünler
Son Haberler
Kalite titiz işçilikten kaynaklanır
Hidrolik sistemin "kalbi" olan hidrolik kontrol valfinin performansı, inşaat makinelerinin, endüstriyel otomasyon ekipmanlarının ve diğer cihazların operasyonel doğruluğunu ve stabilitesini doğrudan belirler. Dongguan'daki küresel hassas mekanik üretim kümesi avantajına güvenerek ve en iyi uluslararası üretim standartlarını takip ederek, eksiksiz bir süreç kurduk ve yüksek-Hammadde seçiminden ürün teslimatına kadar hassas üretim sistemi, her bir hidrolik kontrol valfinin aşırı koşullar altında stabil ve güvenilir şekilde çalışabilmesini sağlar.
Hammadde temini ve ön-tedavi: Kalite için sağlam bir temel oluşturmak
1. Sıkı malzeme seçim kriterleri Hammaddeleri, hidrolik kontrol valfinin uygulama senaryolarına ve performans gereksinimlerine göre hassas bir şekilde eşleştiriyoruz: Valf gövdesinin, 700 bar'ın üzerindeki basınçlara dayanabilecek, yüksek mukavemete ve yüksek yoğunluğa sahip olmasını sağlamak için 430F paslanmaz çelik veya küresel grafitli demir malzemeleri seçin.
Valf göbeği ve valf manşonu: Aşınma için paslanmaz çelik, alaşımlı çelik vb. kullanın.-dayanıklı ve korozyon-Valf çekirdeğinin valf gövdesi deliği içinde uzun süre esnek bir şekilde hareket edebilmesini sağlamak için dayanıklı malzemeler, açıklık 0,005 içinde sıkı bir şekilde kontrol edilir - 0,035 mm. Sızdırmazlık bileşenleri: İthal edilmiş yüksek kullanın-aşırı sıcaklık aralıklarına uyum sağlayabilen performanslı kauçuk ve kompozit malzemeler -50°C ila +100°C, sıfırın sağlanması-sızıntı sızdırmazlık performansı.
2. İnce ön-işleme Tedarikçi değerlendirmesi ve depolama denetimi: Küresel bir tedarikçi değerlendirme sistemi oluşturun ve yalnızca yüksek düzeydeki tedarikçilerle işbirliği yapın.-ISO9001 sertifikasını karşılayan kaliteli tedarikçiler. Her hammadde partisi geldikten sonra, malzeme bileşiminin ve performansının uluslararası standartları karşıladığından emin olmak için spektroskopi analizi, sertlik testi ve metalografik inceleme gibi birden fazla yöntem kullanılır.
3. Yaşlandırma işlemi ve kusur tespiti: Dökme demir ve çelik işlenmemiş parçalar için, iç gerilimi ortadan kaldırmak ve sonraki işlem deformasyonunu önlemek için işlemden önce yaşlandırma işlemi gerçekleştirilir. Aynı zamanda, malzemedeki iç kusurları doğru bir şekilde tespit etmek ve standartların altındaki hammaddelerin üretim hattına akmasını önlemek için ultrasonik kusur tespiti ve manyetik parçacık kusur tespiti teknolojileri kullanılmaktadır.
Hassas işleme teknolojisi: Mikrometre-seviye hassas kontrolü
1. Valf gövdesi işleme: Yüksek sertlik ve sızdırmazlık performansı garantisi-hidrolik yön valfi valf gövdesi örneği olarak, tam otomatik işleme için yatay bir işleme merkezi kullanıyoruz ve işlem akışı aşağıdaki gibidir:
-Kaba frezeleme ve hassas delik işleme: Valf gövdesinin çeşitli düzlemlerini, 0,2'lik bir boşluk bırakarak kabaca frezeleyin. - 0,4 mm işleme payı; daha sonra delik çapı toleransının IT7 seviyesinde kontrol edilmesini ve yüzey pürüzlülüğünün Ra olmasını sağlamak için ana deliğe ince delik açın. ≤ 0,8μm.
-Oluk işleme: Beşli kullanın-Valf gövdesi içindeki karmaşık akış kanallarının delinmesini ve frezelenmesini tamamlamak için eksen işleme merkezi, deliklerin konumunu ve eşeksenlilik hatasını sıkı bir şekilde kontrol eder. ≤ 0,01 mm, böylece sıvı akış direncindeki kayıp azalır.
-Taşlama ve parlatma: Ra'nın yüzey pürüzlülüğünü elde etmek için ana delikte taşlama işlemi gerçekleştirin ≤ 0,2μm, valf çekirdeği ile valf gövdesinin eşleşme doğruluğunu sağlar ve iç sızıntı riskini azaltır.
2. Valf çekirdeği ve valf manşonu işleme: Yüksek-hassas eşleşen parçalar, hidrolik kontrol valfinin temel işlevsel bileşenleri olarak valf çekirdeğini ve valf manşonunu üretir. İşleme doğruluğu, vananın tepki hızını ve kontrol doğruluğunu doğrudan etkiler:
-Hassas tornalama: Çoklu işlemleri gerçekleştirmek için bir CNC torna tezgahı kullanın-Dış çap toleransı 0,002 mm dahilinde kontrol edilen ve silindirik hata ile valf çekirdeği üzerinde işlem dönüşü ≤ 0,001 mm.
-Taşlama ve parlatma: Yükseklere ulaşın-Ra yüzey pürüzlülüğüne sahip harici bir silindirik taşlama makinesi aracılığıyla valf göbeği yüzeyinin hassas taşlanması ≤ 0,1μm; Anahtar birleşme yüzeyleri, yüzey pürüzsüzlüğünü ve birleşme doğruluğunu daha da geliştirmek için manuel cilalama teknolojisini benimser.
-Valf manşonu işleme: Valf manşonunun iç deliği, iç delik ile valf göbeği arasında eşit ve sabit bir eşleşme açıklığı sağlamak için, boşluk toleransı 0,005 mm dahilinde kontrol edilerek derin delik delme ve honlama teknikleri kullanılarak işlenir.
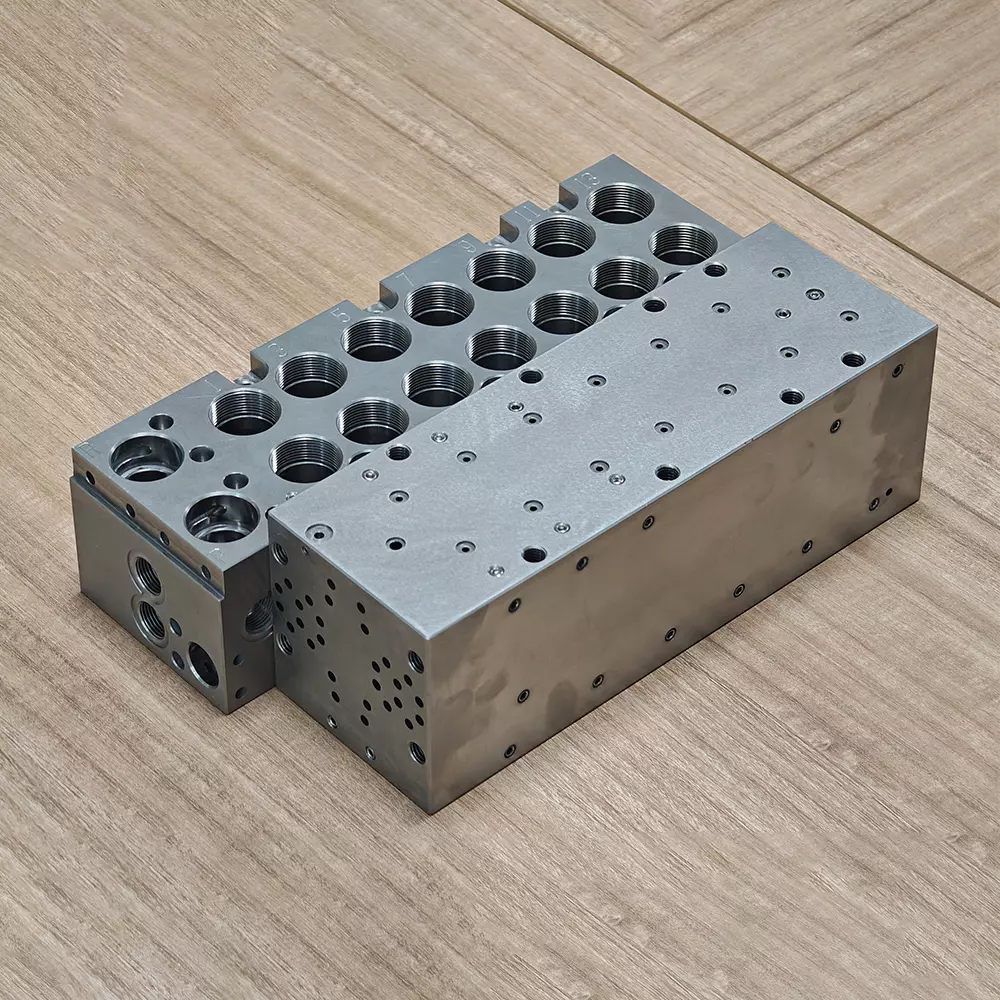
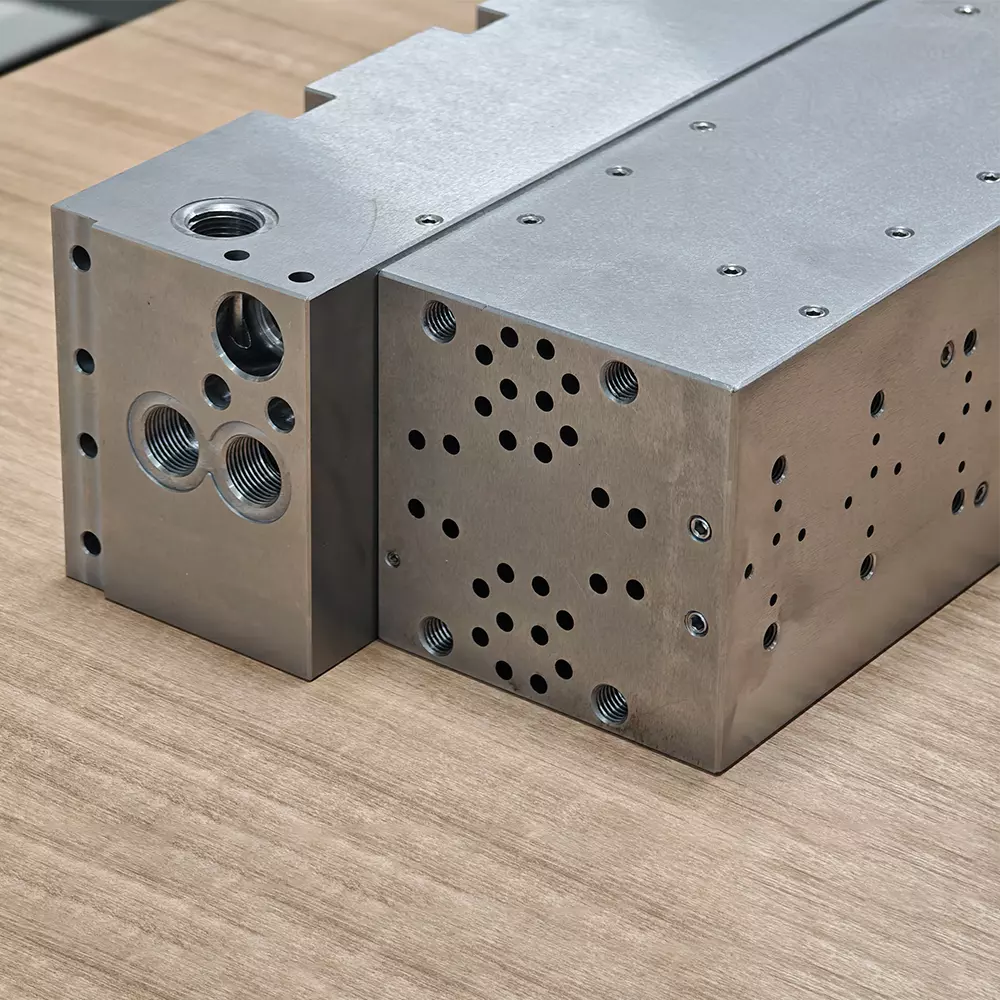
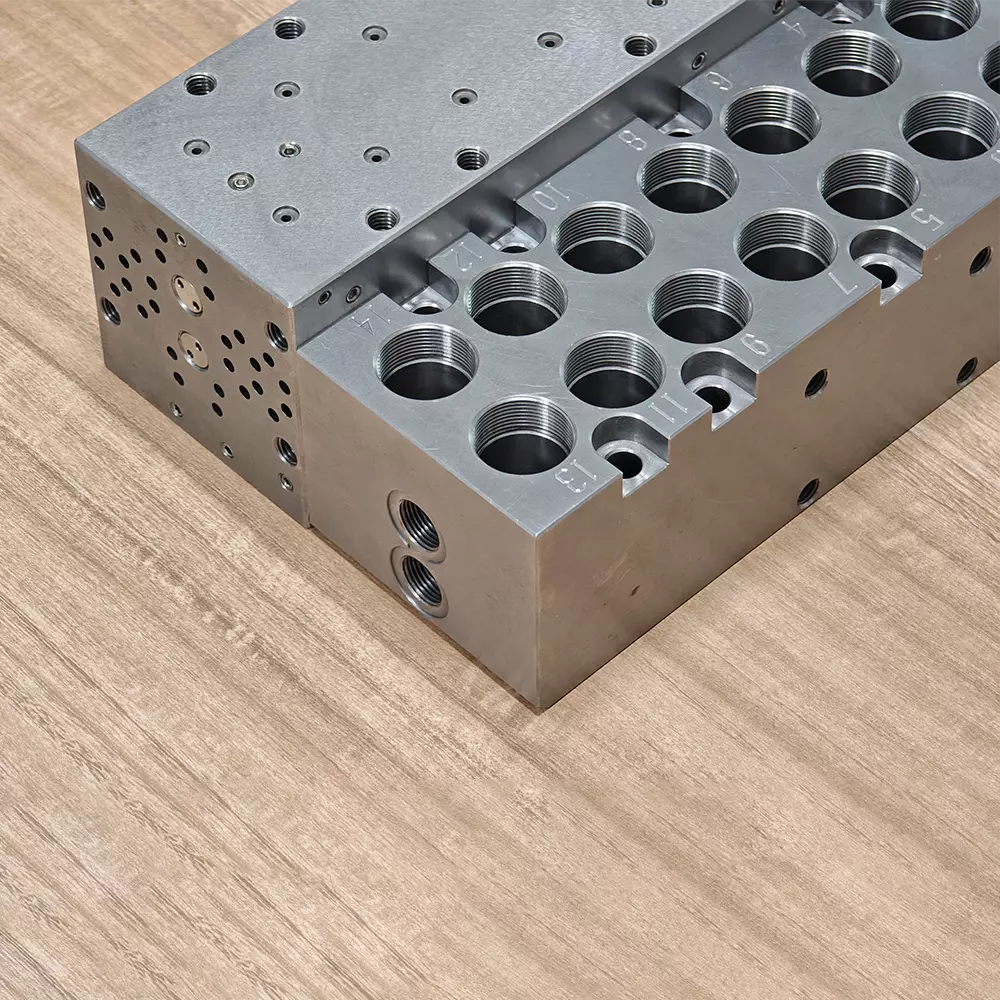
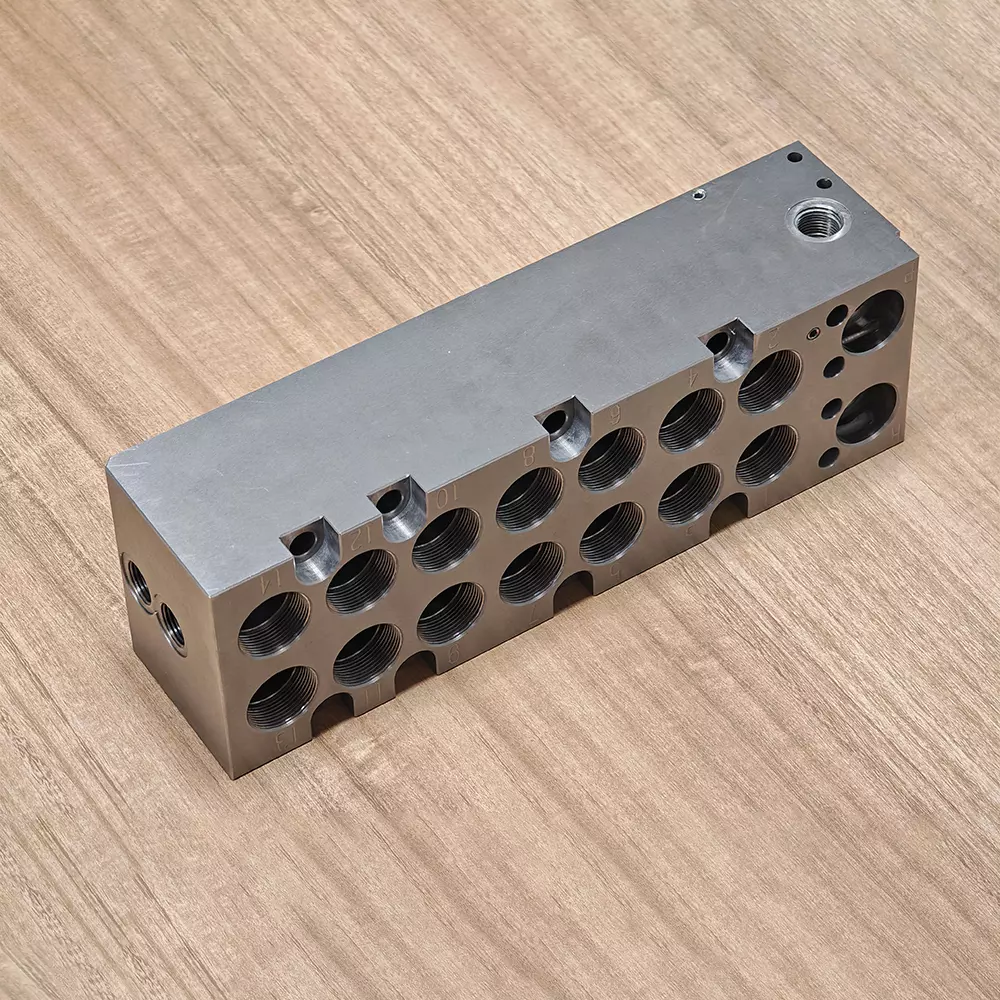
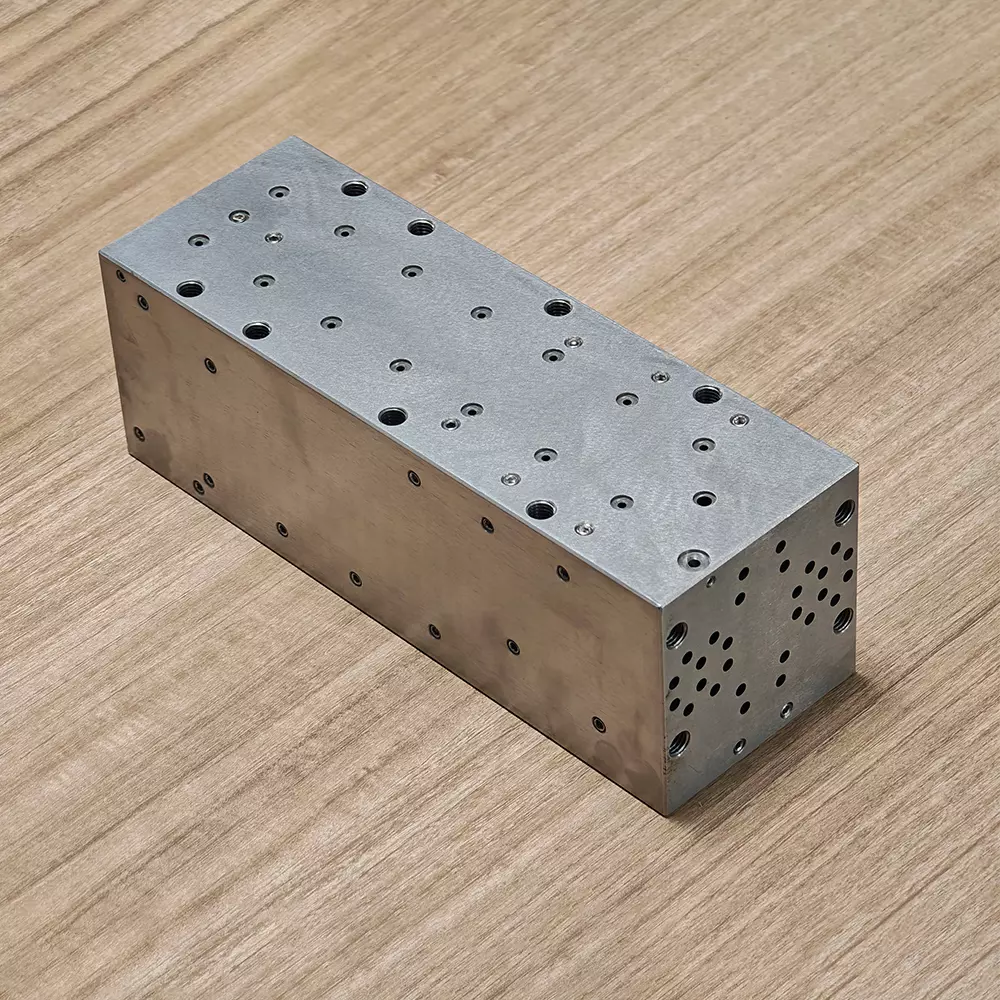
3. Valf bloğu işleme: Modüler entegrasyon çekirdeği
Modüler hidrolik kontrol valf grupları için standartlaştırılmış valf bloğu işleme tekniklerini benimsiyoruz:
-Altı-taraflı ince taşlama: Bitişik yüzeylerin paralelliğini sağlamak için bir CNC taşlama makinesi aracılığıyla valf bloğunun altı yüzeyinde ince taşlama yapın. ≤ 0,03 mm ve bitişik yüzeylerin dikliği ≤ 0,05 mm.
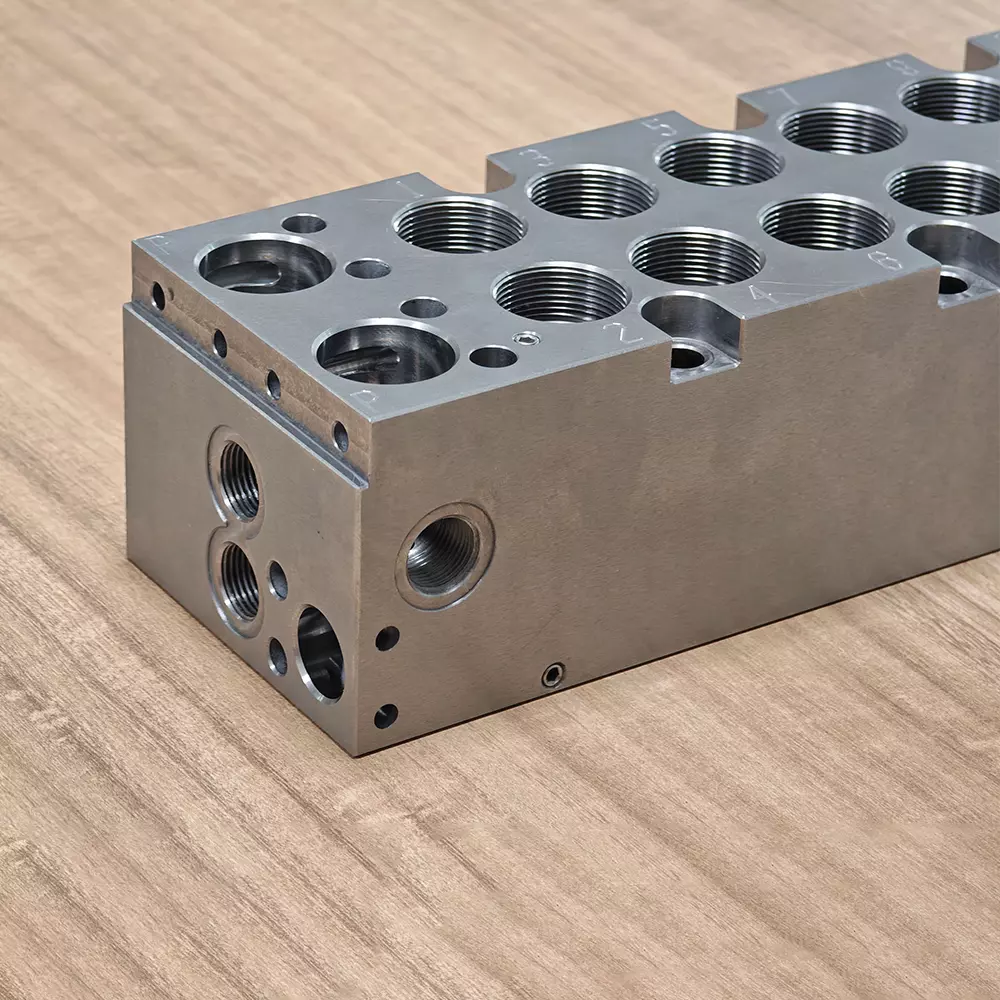
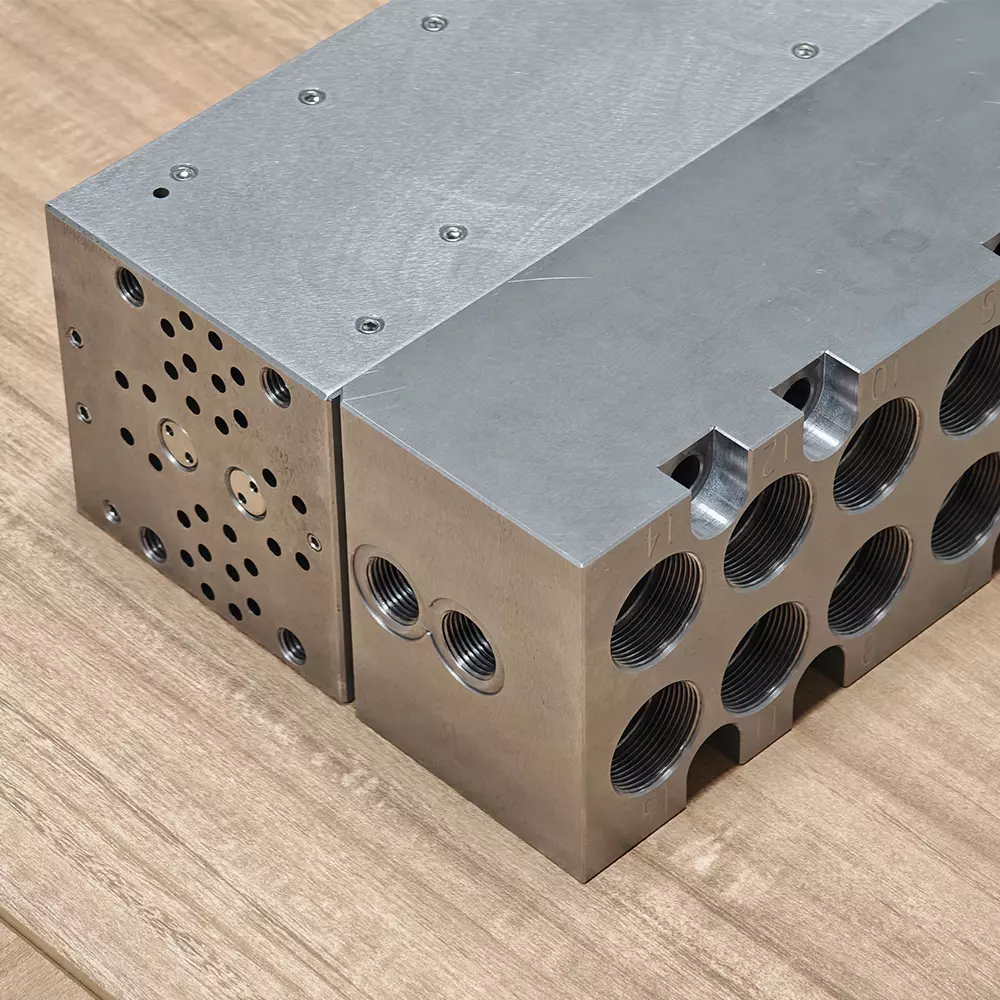
-Oluk işleme: Dişli deliklerin işlenmesini tamamlamak için bir CNC delme ve kılavuz çekme merkezi kullanın.-valf bloğundaki valf deliklerinde vb. Diş doğruluğu 6H derecesine ulaşır ve deliklerin konum hatası ≤ 0,02 mm.
-Çapak alma ve temizleme: Yüksek-Basınçlı su jeti ve ultrasonik temizleme, valf bloğunun içindeki akış kanallarındaki çapakları ve kirleri tamamen gidererek hidrolik sistemin NAS 8 standardını karşılayacak şekilde temizliğini sağlar.

Yüzey İşleme ve Koruma: Ürün Ömrünü Uzatma
Hidrolik kontrol valfinin korozyon direncini ve aşınma direncini arttırmak için birden fazla yüzey işleme prosesi kullanıyoruz:
-Vana gövdesi: Fosfatlama işlemi ve elektrostatik püskürtme, yüzey kaplama kalınlığına ulaşacak şekilde gerçekleştirilir. ≥ 60 μm. Bu aside dayanabilir-temel ortamlar ve ultraviyole radyasyon.
-Valf göbeği ve valf manşonu: Yüzey sertliği HV800 veya üstüne ulaşacak şekilde sert krom elektrokaplama veyanitrürleme işlemi uygulanarak aşınma direnci 3 oranında artırılır - 5 kez.
-Valf bloğu: İç akış kanalları asit yıkama ve fosfatlama işlemine tabi tutulurken, dış yüzey pas ve korozyonu etkili bir şekilde önlemek için galvanizleme veyanikel kaplama ile işlenir.
Montaj ve Test: Performans ve Güvenilirliğin İkili Güvencesi
1. Temiz Atölye Montajı: Montaj, temizlik seviyesi 10.000 olan temiz odada gerçekleştirilir. Profesyonel teknisyenler, hidrolik kontrol valfini monte etmek için özel aletler kullanır:
-Bileşen temizliği: Tüm montaj bileşenleri, yüzeyde yabancı madde kalmaması için ultrasonik temizleme makinesinde üç kez temizlenir.
-Hassas montaj: Montaj ISO 4401 uluslararası standardına uygun olarak gerçekleştirilir. Valf çekirdeği ile valf gövdesi arasındaki eşleşme boşluğu 100'dür% montaj doğruluğunun tasarım gereksinimlerini karşıladığından emin olmak için bir tapa göstergesi kullanılarak denetlenir.
-Conta tespiti: Valf gövdesi sızdırmazlık yüzeyi, bir helyum kütle spektrometresi sızıntı dedektörü kullanılarak test edilir ve sızıntı oranı 1'in altında kontrol edilir.×10^-7 Pa·m³/s.
2. Tam Performans Testi: Her hidrolik kontrol valfi monte edildikten sonra sıkı performans testlerine tabi tutulur:
-Basınç testi: Nominal basıncın 1,5 katı altında, sızıntı veya deformasyon olmaksızın 30 dakika süreyle basınç tutma testi gerçekleştirilir.

İlgili Ürünler
İlgili blog

Zonggudak TTK Madeninde Hidrolik Kontrol Valflerinin Saha Testi
Fabrikamızı ziyaret etmek için Türkiye'den Mr.Nurullah'a hoş geldiniz